
不锈钢水管连接安装技术规范-双卡压篇

{kind=link}
市政供水、生活冷热水、直饮水、燃气、食品、医疗、大型建筑给水等


根据所需管材尺寸,薄壁不锈钢管的切割应采用无显著升温的切割方式,切割工具宜采用专用的电动切管机、手动切管器或手动管割刀进行划线切割。切割时不要用力过大以防止不锈钢管失圆,注意切割口要保持与管材水平面垂直,切口无椭圆及毛刺现象,确保后续管材与管件承插到位。否则在插入的过程中会导致密封圈损坏而引起泄露,如工地现场不具备以上专用切割工具时,可采用砂轮锯进行切割,但是必须符合下列条件:
切割完毕后尤其要注意采用专用工具(倒角器、锉刀等)将管端的内外毛刺彻底去除的同时将管内污物擦拭干净。否则,在后续管道安装完毕投入使用时,管内遗留的毛刺会阻挡污物的排放,污物堆积导致氯离子超标并破坏不锈钢产品表面的钝化膜,从而导致腐蚀漏水。(漏水案例:毛刺没去除导致点腐蚀,见下图)

3. 标记划线(图三)
4. 插入不锈钢管(图四)
5. 卡压工具的选用
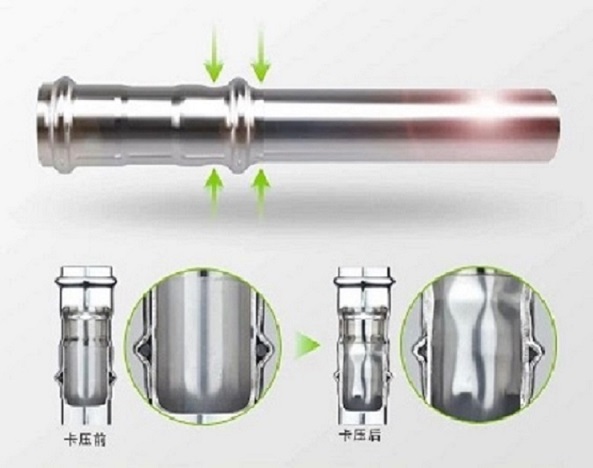
6. 压接(图五)
① 缓慢增压到20Mpa后进行卸压。
② 卸压后,将不锈钢管或者环模转动约120º,然后加压到40Mpa之后再进行卸压;
③ 再次将不锈钢管或者环模转动约120º,加压到60Mpa,压接完成。

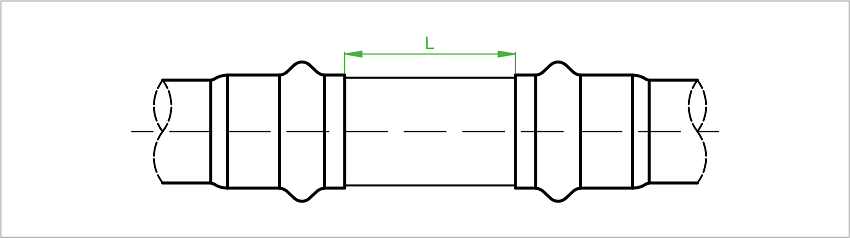

7. 检查(图六)

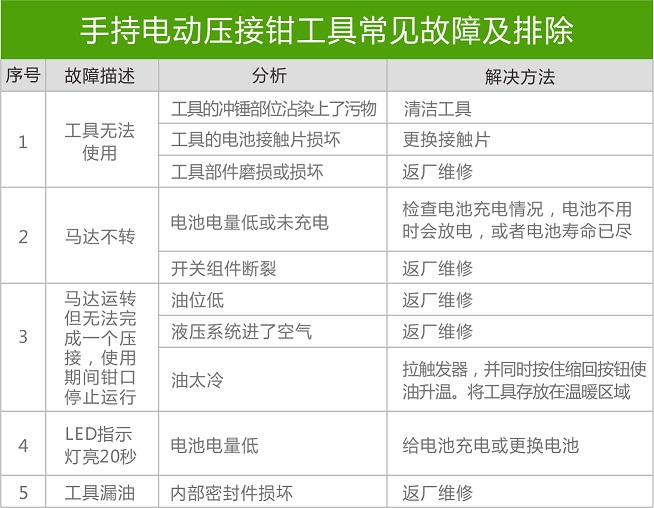
■ 操作说明(图片配文说明可参考下面手持电动压接钳的图例)
■ 电动安装工具维护保养
1. 油泵需使用32#抗磨液压油。
2. 三个月必须换油一次,以保证油泵正常工作。
3. 第一次使用时,必须在无压力情况下运转一段时间。
4. 工作结束时,将电动泵及钳座的防尘帽扭回原位,以防灰尘堵住快速接头,且对机身进行清洁。
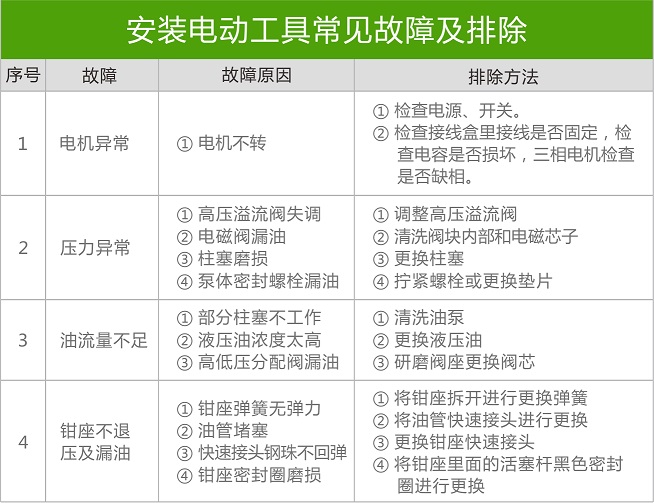
■ 电动安装工具使用注意事项:
1. 压接前检查电源线是否完好无损,检查电动工具是否有任何损坏、油缸是否有足够的液压油。
2. 压接过程中严禁任何锐器接触钳口卡压结合,严禁与任何金属撞击。

1.使用指导
① 首先请检查LED指示灯是亮还是灭,如果指示灯点亮持续5秒以上,意味着电池已没电,应该更换成充满电的电池。
② 卡压前必须将钳口装上,进行钳口完全闭合调试。切勿在未安装钳口的情况下操作本工具。
③ 必须通过逆时针旋转定位销来打开头,然后拉出定位销,将钳口放进去,推定位销,然后顺时针旋转90度,将钳口固定。
④ 确定两个红色的点在一条线上,以防止定位销滚出。
⑤ 通过打开触发开关开始压接过程,当钳口闭合并且达到最大压力时即完成,活塞自动缩回。打开钳口将管材取出来。
2. 操作说明
① 电池的拆装,检查电池是否完好无损,检查电动工具是否有损坏。图:

② 充电:将电池放进充电器,将插头与插座连接。充电时间持续约2小时。图:

③ 将需要规格的钳口安装到钳头上。图:
④ 开始压接,图:
3. 手持电动压接钳使用注意事项:
① 压接前检查电池是否完好无损,检查电动工具是否有任何损坏、插入完好且充满电的电池。
② 压接过程中严禁任何锐器接触钳口卡压结合,严禁与任何金属撞击。
4. 维护保养:
① 工具使用完毕后应及时清理工具上表面的油污及其它杂质。
② 定期检查工具,对各部件的位置是否正确、滚轮需加润滑油保证滚动自如、零件有损坏或其它可能影响工具正常使用的,如果有,请在使用前务必修理好。
③ 电动工具不用时应包装入箱,放置干燥安全的地方。钳头和钳口表面涂防锈油。
④ 电池在不使用的情况下,每月至少充电一次。电池的表面及电极要保持清洁,不要存放在易燃、易爆、潮湿的危险环境中。
5. 安全注意事项
① 在卡压过程中,请将手指远离卡压钳口,否则钳口可能压伤手指,甚至导致骨折和切断。同时,卡压过程中严禁在钳口所对方向站立。
② 在高处卡压时请使用吊带与工具连接起来,防止工具掉落出现危险。不要将电动工具直接悬挂在管件上,以避免电动工具不慎跌落造成不必要的伤害事故。
不锈钢材料制品协会供稿
2021年6月10